A、平面密封面的整體研磨
局部研磨一般爲粗研磨,不是最終研磨。在局部研磨後,進行整體研磨。
(1)手工整體研磨時,手握持用力要均勻,同時注意不斷調換方向,經常以180°或90°調換,防止産生偏研磨現象。
(2)平面密封面的整體研磨,就是在研磨過程中,研具始終覆蓋密封面,基本上使密封面上受到均勻的壓力,從而使整個密封面得到應有的平整度和光潔度。
(3)平面密封面的閥瓣、閥片,其厚薄基本一致,放人旋轉式研磨機或振動式研磨機上,能得到好的研磨效果。
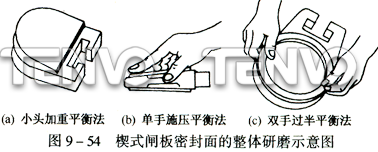
(4)楔式閘板密封的整體研磨,因爲楔式閘板厚薄不一致,容易産生偏研磨現象,在研磨楔式閘板密封面時,應附加一個平衡力,使楔式閘板密封面均勻磨削,圖9-54爲楔式閘板密封面的整體研磨方法。
B、閥座的整體研磨
閥座密封面的研磨通常采用整體研磨的方法,這是因爲閥座用局研方法不方便的緣故。
閥座密封面的研磨要弄清其材質,可以通過標牌和手輪油漆顔色來識別,選用與密封面相適應的研磨劑。閥座密封面爲鑄鐵本體制成的,一般選用棕剛玉研磨劑;閥座密封面爲黃銅制成的,選用黑碳化矽研磨劑;淬硬鋼閥座密封面選用白玉鋼、綠碳化矽等。
整體研磨閥座密封面時,放置在修理台上的姿態,不管形狀如何,其閥座密封面應放在水平位置上。可用水平儀在密封面上校正水平。
天沃-上海球閥,與您資料共享!




















