1Ј®Н№ГжНв€AµДРЮХы
ФЪН№°јГжЎўйѕІЫГжЦРЈ¬УЙУЪЦЖФмЩ|БїЈ¬Н№°ј±нГжЕц‚ыЎўЧѓРОЈ¬К№Н№ГжМЧІ»ЯM°јГжЦРЎЈіэЬ‡ПчНвЈ¬їЙУГп±µ¶РЮХыЈ¬Из€D9-49ЛщКѕЎЈ

ЖдРЮХы·Ѕ·ЁКЗЈєЊў№¤јюЉAФЪ»ўгQЙПЈ¬°СЖЅп±ЖЅ·ЕФЪН№ГжНв€AЙПЈ¬ЖЅп±№вГж‚ИїїЦшМЁббјзЈ¬ФЪп±ПчЦРТ»Я…ЧчНщС}Я\„УЈ¬Т»Я…ЙППВЧч€A»ЎЯ\„УЈ¬п±Т»•юѓєббХ{“QТ»‚Ђ·ЅПтЈ¬Т»Ц±СШХы€Aп±НкЎЈп±Пч€A»ЎЯBЅУЧФИ»Ј¬Ц±µЅТЄЗуіЯґз ‘Ц№Ј¬Н№°јГжЕдєПйgП¶ ‘H11ЈЇd11ЎЈ
2Ј®МЭРОІЫµДРЮАн
МЭРОІЫУЙУЪёЇОgЎў‰є“ф¶ш“p‰ДЎЈРЮАн•rЈ¬Њў№¤јюЉAФЪЬ‡ґІЙПЈ¬УГЗ§·Ц±нРЈХэЈ¬ФЪМЭРОІЫµДГжЙПЬ‡Пчµф1mmЧуУТµДєс¶ИЈ¬И»бб°ґМЭРОІЫіЯґзМЧіцРВµДМЭРОІЫЈ¬ІЫµДѓИНв‚ИґЦІЪ¶ИЎЬ3.2ЎЈ
3Ј®ВЭјy¶Во^µДРЮАн
ВЭОЖ¶ВН·КЗйyйTМеєНйyйTёЗЙПіЈјыµДѕІГЬ·вµгЈ¬УГЛьЧўЛ®КФС№»тЕЕ·ЕЅйЦКЎЈёщѕЭ№¤їцМхјюєНЛр»µіМ¶ИЈ¬ІЙУГИзПВ·Ѕ·ЁРЮёґЎЈ
ЭpОў“p‰ДІЙУГСРДҐЎў“Q‰|»тХЯФЪ¶Во^ВЭјyЙПАpА@ѕЫЛДВИТТП©ДzЋ§ЎўГЬ·вДzµИЈ»¶Во^“p‰Д‘Єёь“QЈ»ВЭїЧ»¬ЅzїЙІЙУГ”UїЧ№ҐЅzЈ¬јУ№¤РВ¶Во^»тХЯ¶СєёМоќMВЭжЭLббЈ¬ЦШРВиЌїЧ№ҐЅzЎЈ
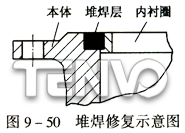
4Ј®мoГЬ·вГж¶СєёРЮС}
°СмoГЬ·вГжЙПµДИ±ПЭЬ‡іэЈ¬°ґ±ѕуwІДБПЯxУГєё—lЈ¬ ‘БЛ·АЦ№єёТєБчК§Ј¬‘ЄоAЦЖПтТrИ¦№М¶Ё¶СєёМЋѓИ‚ИЈ¬ЖдІДБПЕc±ѕуwТ»ЦВЈ¬ТЉ€D9-50ЎЈИ»бб°ґХХ¶СєёТЋіМК©єёЈ¬Ь‡ПчіЙРВµДмoГЬ·вГжЎЈ¶Сєёуw‘ЄџoБСјyЎўљвїЧµИИ±ПЭЈ¬ЏЉ¶ИФ‡тћєПёсЎЈ
5Ј®мoГЬ·вГжµДёь“Q
мoГЬ·вГжТтёЇОg‡АЦШЎўБСјyЎўµф‰KµИџo·ЁРЮСa•rЈ¬їЙЯMРРёь“QЎЈРВјУ№¤µДмoГЬ·вГж‘Є·ыєПФмoГЬ·вГжіЯґзєНјјРgТЄЗуЈ¬џo·ЁІйµЅмoГЬ·вГжіЯґз•rЈ¬їЙёщ“юмoГЬ·вЊЌњyГжіЯґзЯMРРјУ№¤ЎЈ
(1)єёЅУёь“QЎЈєёЅУёь“QКЗоAЦЖєГмoГЬ·вИ¦(‘ЄБфУРТ»¶ЁµДјУ№¤УаБї)Ј¬З¶ИлТСјУ№¤єГµД±ѕуwѓИЈ¬И»ббК©єёЈ¬К№мoГЬ·вИ¦Еc±ѕуwіЙТ»ХыуwЈ¬ФЩЯMРРјУ№¤ЎўСРДҐЈ¬ТЉ€D9-51ЎЈ
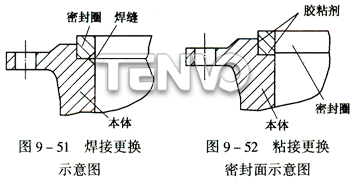
(2)ХіЅУёь»»ЎЈ¶ФУЪЦэМъ»т·ЗЅрКфйyйTІ»±гІЙУГєёЅУёь»»К±Ј¬їЙСЎУГККєПµДЅєХіјБЅ«Ф¤ЦЖєГµДѕІГЬ·вИ¦АО№МµШХіЅУФЪ±ѕМеЙПЈЁјыНј9-52Ј©Ј¬И»єуЅшРРСРДҐРЮХэЎЈ
МмОЦ-КЦ¶ЇµыйyЈ¬ЕcДъЩYБП№ІПнЈЎ




















