鑄鐵支架性脆、強度低,容易産生裂紋或破損。其修理方法有焊接和粘接兩種。
1.焊接法
焊接鑄鐵支架時應選用鑄鐵焊條,選好“加熱減應區”,對其加熱,溫度通常爲600~700℃,最低溫度不應低于450℃。爲了加強焊接強度,應在支架內側貼一塊加強板,板厚爲3-8mm,采用焊接或鉚接固定,如圖9-11(a)所示。

支架用鑄鋼制作,焊修時選用結422或者結506焊條。
2.粘修法
如圖9-11(b)所示。此種方法最適合鑄鐵支架。粘修前,在支架側面加工一個凹槽面,深度爲3-6mm,並加工與凹槽相配合的鑲塊;用稀鹽酸或者稀硫酸塗在裂縫中,使裂縫間隙變大,清洗幹淨。如果支架的使用溫度不高,可采用環氧樹脂膠粘接。先將裂縫撥開,用膠浸透,然後在凹槽中粘貼上鑲塊,上好固定螺釘。最後,在上面塗刷膠漿,粘接玻璃布3~5層。
3.支架的制作
支架破損嚴重,不能通過焊接或粘接修複時,可進行制作。其方法是用低碳鋼、角鋼和鋼板加工、拼焊而成。如圖9-12所示。
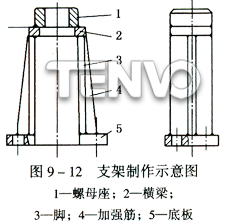
支架制作步驟是:
(1)用圓鋼粗加工閥杆螺母座套。
(2)用鋼板加工橫梁,並粗加工孔。
(3)用鋼板加工支架底板。
(4)用角鋼或鋼板加工支架腳和加強板。
(5)在焊接部位加工坡口,選用結422焊條焊接成形。爲了防止變形,可在預制好的模架中組焊。焊接時,先點焊固定,再對稱施焊。
(6)精車閥杆螺母座,在支架底板鑽螺栓孔,刨平底板座面。
制作的支架應符合技術要求,螺母座軸線垂直底面,應無裂紋等缺陷。
通风蝶閥生产厂家-天沃,與您資料共享!




















