ťyłňĶń√‹∑‚√śÕ®≥£”–É…āÄ≤ŅőĽ£¨“ĽāÄ «ŇcŐÓŃŌŌŗĹ””|ĶńąA÷ý◊ų√‹∑‚√ś£¨ľīťyłňĶńĻ‚łň≤Ņ∑÷£¨ŃŪ“ĽāÄ «ŇcťyťT…wĹ””|ĶńŚF√ś≤ŅőĽ£¨äAĹ«“Ľį„†Ď90°„£¨Õ®≥£∑Q†ĎĶĻ√‹∑‚ĽÚ…Ō√‹∑‚°£ąA÷ý√‹∑‚√śŇcŐÓŃŌĹ””|£¨»›“◊įl…ķŽäĽĮĆWłĮőg£¨ģb…ķįŖŁcįľŅ”£Ľ…Ō√‹∑‚ŇcĹťŔ|Ĺ””|“≤»›“◊łĮőg£¨‘Ŕľ”÷ģ…Ō√‹∑‚≤Ľīů ‹÷ō“ē£¨“Ú∂ÝŌŗģĒ“Ľ≤Ņ∑÷–‘ń‹≤Ľľ—°£ťyłň√‹∑‚√śÕ®≥£”√—–ń•∑Ĺ∑®–ř—}°£
1£ģ∆ĹįŚ—–ń•
”√”Õ Į°Ę∆ĹįŚäA…į≤ľĽÚČT∑ů—–ń•łŗ£¨Ć¶–żřDĶńťyłň√‹∑‚√śŖM––—–ń•Ķń∑Ĺ∑®£¨“äąD9-27°£∆ĹįŚ—–ń• «”√∆Ĺ√ś—–ń•Ļ§ĺŖČļ‘ŕ–żřDťyłňĶń√‹∑‚√ś…Ō£¨≤ĽĒŗĶō«įŠŠ◊ů”“ĺýĄÚĶō“∆Ą”∆Ĺ√ś—–ń•Ļ§ĺŖ£¨Źń∂ÝŖ_ĶĹ—–ń•ĶńńŅĶń°£

2£ģ≠h–ő—–ń•
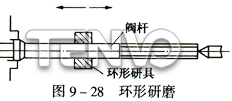
”√≠h–ő—–ń•Ļ§ĺŖŐ◊‘ŕ–żřDĶńťyłň…Ō£¨ČT∑ů—–ń•łŗ—–ń•Ķń∑Ĺ∑®£¨“äąD9-28°£≠h–ő—–ń• «ĆĘ≠h–ő—–ń•Ļ§ĺŖŐ◊‘ŕťyłň√‹∑‚√ś…Ō£¨ĆĘťyłňäA‘ŕ‹áī≤ĽÚ—–ń•ôC…Ō£¨ĀKĺýĄÚĶōČT…Ō—–ń•łŗ£¨’{ĻĚļ√≠h–ő—–ń•Ļ§ĺŖĶńň…ĺo∂»£¨”√ ÷ő’◊°≠h–ő—–ń•Ļ§ĺŖ£¨‘ŕ–żřDĶńťyłň√‹∑‚√ś…Ō£¨◊ųĺýĄÚÕý—}Ŗ\Ą”£¨÷ĪĶĹ—–ń•ļŌłŮ†Ď÷Ļ°£
3£ģ…į≤ľ—–ń•
”√…į≤ľ—ōąA÷‹ĺýĄÚ—–ń•ťyłň√‹∑‚√śĶń∑Ĺ∑®£¨“äąD9-29°£»ÁĻŻťyłň√‹∑‚√śłĮőgļÕń•ďp≤Ľīů£¨Ņ…ĆĘťyłňäA‘ŕĽĘ„Q…Ō£¨”√”≤ńĺĽÚ◊Ō„~įŚ◊ų◊oįŚ°£»ĽŠŠ£¨ĆĘ…į≤ľňļ≥…ťLól£¨įŁ‘ŕťyłň…Ō£¨…ŌŌ¬ĀŪĽōĶōņ≠Ą”…į≤ľ£¨…į≤ľ…ŌŌ¬“ĽīőŠŠ£¨≤Ŕ◊ų’ŖįīŪė–Ú’{ďQ“ĽāÄĹ«∂»£¨÷ō—}…Ō ŲĄ”◊ų£¨÷Ī÷Ń—–ń•“Ľ÷‹ŠŠ£¨ôz≤ť—–ń•Ŕ|ŃŅ£¨÷ĪĶĹĚM“‚†Ď÷Ļ°£

4£ģń•ī≤ń•Ōų
ĆĘ–Ť“™–řņŪĶńťyłňäA‘ŕń•ī≤…Ō£¨”√…į›Üń•ŌųĶń∑Ĺ∑®°£īň∑®Ňc≠h–ő—–ń•Ōŗň∆°£
5£ģŚF≠h—–ń•
”√É»ŚF≠hŐ◊—–ń•Ļ§ĺŖ‘ŕťyłňĶĻ√‹∑‚√ś…Ō—–ń•Ķń∑Ĺ∑®£¨“äąD9-30°£É»ŚF≠häAĹ«Ď™ŇcĶĻ√‹∑‚√śäAĹ«“Ľ÷¬°£ĆĘťyłňäA‘ŕäAĺŖ…Ō£¨į—É»ŚF≠hŐ◊—–ń•Ļ§ĺŖŐ◊‘ŕťyłň…Ō£¨‘ŕ…Ō√‹∑‚√ś…ŌĺýĄÚČT…Ō—–ń•łŗ£¨ ÷≥÷—–ń•Ļ§ĺŖ◊ųąA÷‹Ŗ\Ą”°£Õ¨ė”£¨“≤Ņ…äA‘ŕ‹áī≤…Ō£¨ĆĘ—–ń•Ļ§ĺŖČļ‘ŕ–żřDĶń…Ō√‹∑‚√ś…ŌŖM––—–ń•°£…Ō√‹∑‚ŖÄŅ…≤…”√Ļő—–°ĘĽ•—–Ķń∑Ĺ∑®–ř—}°£

6£ģťyłň√‹∑‚√śĪŪ√śŐéņŪ
ĪŪ√śŐéņŪĻ§ňá”–ŚÉ„t°ĘĶ™ĽĮ°Ęī„ĽūĶ»°£ťyłň√‹∑‚√śĹõ—–ń•ŠŠ£¨»ĪŌ›Žm»ĽŌŻ≥ż£¨Ķęťyłň√‹∑‚∑ņłĮ–‘ń‹ļÕôC–Ķ–‘ń‹ÖsŌ¬ĹĶŃň£¨Ŗ@“ĽŁcÕýÕýėO“◊ ŤļŲ°£ĹõŖ^—–ń•ŠŠĶńťyłňŅ…“ē«ťõrŖM––ĪŪ√śŐéņŪ°£
Őžő÷-ļłĹ” Ĺ«Úťy£¨ŇcńķŔYŃŌĻ≤ŌŪ£°




















