șžœÓĐȚŃaÊÇéyéTłŁÓĂ”ÄÒ»·NĐȚŃ}·œ·šĄŁ
éyéT”ÄÆÆËđÖśÒȘłöÏÖÔÚèTèFéyéTÉÏĄŁèTèFĐÔŽàĄążÉșžĐÔČžűéyéTĐȚžŽŽűÀŽÒ»¶šÀ§ÄŃĄŁÒòŽËŁŹÔÚèTèFŒțÉÏœűĐĐșžĐȚʱŁŹÓŠŃÏžńŚńÊŰČÙŚśčæłÌŁŹ°ŽŐŐŒŒÊőÒȘÇóÊ©șžŁŹČĆÄܱŁÖ€șžœÓĐȚŃ}ÖÊÁżĄŁ
(1)Ńașž·œ·šŒ°č€ËÒč ĄŁèTèFłŁÓĂŃașž·œ·šŒ°č€ËÌŰücÒ±í9-2ĄŁèTèFëșžlßxÓĂÒ±í9-3ĄŁÄżÇ°ÓĐÒ»·NŚÔÖÆ”ÄWÊÏówă~èFșžlșžŃaèTèFŒțŁŹĐ§čûșÜșĂĄŁÆäÖÆä·œ·šÊÇąæătœzŽ©ÔÚŚÏă~čÜÈŁŹŚÏă~čÜÍâ·óËÆ€ŁŹÓĂë tșæÖ¶űłÉŁŹÒ±í9-4ĄŁèTèFŃașžëÁśč ú ążŒ±í9-5ĄŁ
| șžŃa·œ·š | ·Öî | č€ËÌŰüc |
| âșž | áșž·š | șžÇ°îAá600~650ĄæŁŹłÊ°”ŒtÉ«ŁŹżìËÙÊ©șžĄŁČÉÓĂèTèFÌîłä ČÄÁÏŁŹșžááŒÓá650~700Ąæ2ŁŹ±ŁŰŸÀ䥣șžŒțȘÁŠĐĄŁŹČ»ÒŚÁŃ ŒyŁŹșžááżÉŒÓ耣ŹÓČ¶ÈĄą¶ÈĆcÄžČÄ»ù±ŸÏàÍŹĄŁ”«șžŒț±ÚĘ^șń rŁŹëyÒÔșžÍž |
| Àäșž·š | ÓÖœĐȻԀÈÈâșž·šĄŁč€ŒțșžÇ°Č»ĐèÔ€ÈÈŁŹÓĂșžŸæșæżŸ±»șžč€ ŒțÆÂżÚÖÜú»òŒÓᥰpȘ ^Ą±ĄŁșžœÓß^łÌÖĐȘŚąÒâŒÓᥰpȘ ^Ą± ”ÄÎÂ¶ÈŁŹÒ»°ăÎȘ600Ą«700ĄæŁŹșžșó»șÀ䥣ČÉÓĂžßčèÁż”ÄâșžËżŁŹ șžááČ»ÒŚźbÉúÁŃŒyŁŹŒÓč€ĐÔÄÜĘ^șĂĄŁ”«ÈôŒÓᥰpȘ ^Ą±ßxńČ» ź»ò۶ÈČ»źŁŹțÓĐĘ^Žó”ÄÓàȘÁŠŽæÔÚ |
|
| âTșž | ÓĂâșž»đŃæŒÓÈÈŁŹÒ»°ăÓĂ»ÆÍËżŚöÇ„ÁÏŁŹșžșóżÉŒÓ耣Ź”«Çż ¶ÈĘ^”ÍŁŹÄÍŰĐÔÄÜÒČĘ^Č֜ÒȘücÊÇČ»ÒŚźbÉúÁŃŒyŁŹșžœÓŚ șÎÙ|ÁżĘ^șĂĄŁłŁÓĂÓÚĘdșɶÈČ»žß»òȘÁŠĘ^Žó”ÄèTŒț”ÄŃașž |
|
| 뻥șž | áșž·š | șžÇ°ąÁăŒțîAáÖÁ600~650ĄæŁŹżìËÙÊ©șžŁŹșžááŸÀ䥣ßmÓĂ ÓÚĐĄĐÍèTŒțáșž»òŐߎóĐÍèTŒț”ÄŸÖČżîAáșž |
| °ëá șž·š |
șžÇ°Őûów»òŸÖČżîAáÖÁ300~400ĄæŁŹżìËÙÊ©șžŁŹșžááŸÀ䣏 ÔìĄ°ÊŻÄ«»ŻĄ±lŒțŁŹßmÓÚèT208”ÈșžlĄŁŠÓÚȘÁŠĘ^ĐĄÌżÉČÉ ÓĂ뻥ÇĐžîÆÂżÚŁŹÊčŸÖČżÔìłÉîAálŒțŁŹKœèșžœÓß^łÌÖĐ”Äá ÁżŽÙßMĄ°ÊŻÄ«»ŻĄ±ŚśÓĂ |
|
| 뻥șž | Àäșž·š | ŒŽłŁŰșžœÓĄŁč€ŒțoĐèîAᣏß@·N·œ·šȘÓĂĘ^V·șĄŁ¶àČÉÓĂ ·ÇèTèFœMż”ÄșžlŁŹÀžńÌĐĐĄ°¶Ì»ĄĄąàÀmĄąĐĄÒč Ą±”ÄÒȘücĄŁ ¶àÓĂÓÚÇòÄ«èTèF”ÄéyéTÌćșÍéyéTžÇ”ÄșžČč |
| ËÙÀä șž·š |
ÔÚÆÂżÚÖÜúîAÏÈ·óÉwńČŒ»òńÄàFŁŹĂż¶ÎșžÍêááÁąŒŽÓĂÀäżŐ â»òÊŻÏĄąÀäËźÀä sșžżpŁŹÒÔÎüÊŐșžżpáÁżŁŹpÉÙÊÜáĂæ·eŁŹ ČÉÓûۻđșž”ÀpÉÙáÁŃŒyĄŁßmÓÚ·ÇŒÓč€Ăæ”ÄÊ©șž |
|
| șžlĂû·Q | œyÒ» ĆÆÌ |
·ûșÏű ŒÒËŚŒ |
șžĐŸ łÉ·Ö |
ËÆ€ îĐÍ |
șžżpœđÙ | ëÔŽ·Nî | ÓĂÍŸ |
| Ńő»ŻĐÍäĐŸ èTèFșžl |
èT100 | TZG-1 | ÌŒä | Ńő»ŻĐÍ | ÌŒä | œ»ĄąÖ±Áś | ÓĂÓÚșžááČ»Đè ÒȘŒÓ耔ÄÒ»°ă»Ò èTèF |
| žß·°èTèF șžl |
èT116 èT117 |
TEG-3 TZG-3 |
ÌŒä»ò žßâCä |
”ÍäĐÍ (žßâC ËÆ€) |
ÌŒä»òžßâCä | Ö±Áś (·ŽœÓ) »òœ»Áś Ö±Áś |
ÓĂÓÚ¶ÈĘ^žß ”Ä»ÒèTèF(·ńÔò șžżpÒŚëx)Ąą ÇòÄ«èTèFĄążÉ¶Í èTèF |
| äĐŸÇòÄ« èTèFșžl |
èT238 | ÌŒä | ÊŻÄ«ĐÍ | ÇòÄ«èTèF+ÌŒä | œ»ĄąÖ±Áś | ÇòÄ«èTèFŒțČč șžĄŁÇòÄ«èTèFÔ€ áÖÁ500ĄæŁŹșž áááÌÀí |
|
| èTèFĐŸ èTèFșžl |
èT248 | »ÒèTèF | ÊŻÄ«ĐÍ | »ÒèTèF | œ»ĄąÖ±Áś | șń±ÚèTèFŒț Ńașž |
|
| äĐŸÄ«»Ż”œ èTèFșžl |
èT208 | ÌŒä | ÊŻÄ«ĐÍ | »ÒèTèF | œ»ĄąÖ±Áś | Ò»°ă»ÒèTèFŁŹ ĐèîAáÖÁ400ĄæŁŹ ¶ÈĘ^ĐĄ”ÄÁăŒț żÉČ»îAá |
|
| ŒæèTèF șžl |
èT308 | TZNi | Œæ | ÊŻÄ«ĐÍ | Œæ | œ»ĄąÖ±Áś | ÓĂÓÚÖŰÒȘ”Ä»Ò èTèFŒțŁŹŃčÁŠœÏ žß”ÄÖŰÒȘèTèF ŒțŁŹșžááŒÓč€ĐÔ ÄÜșĂ |
| æèFèTèF șžl |
èT408 | TZNiFe | æèF șÏœđ |
ÊŻÄ«ĐÍ | æèFșÏœđ | Ö±Áś (ŐęœÓ) »òœ»Áś |
ÓĂÓÚ¶ÈĘ^žß ”Ä»ÒèTèFșÍÇòÄ« èTèFĄŁŒÓ耣Ź”« ÈÛșÏ ^ÉÔÓČ |
| æă~ (ĂÉÄÍ ) èTèFșžl |
èT508 | TZNiCu | æă~ șÏœđ |
ÊŻÄ«ĐÍ | æă~ șÏœđ |
Ö±Áś(ŐęœÓ) »òœ»Áś |
ÓĂÓÚ»ÒèTèFŁŹ żčÁŃĐÔșĂŁŹŒÓč€ ĐÔĘ^șĂŁŹ”«¶È Ę^”Í |
| ă~èFèTèF șžl |
èT607 | TXCuFe | ŚÏă~ | ”ÍäĐÍ | ă~èF șÏœđ |
Ö±Áś (·ŽœÓ) |
ÓĂÓÚÒ»°ăèTèF ŒțŁŹŒÓč€ĐÔÄÜČ ¶űËÜĐÔșĂŁŹżčá ȘÁŠÁŃŒyĐÔÄÜ șĂŁŹ”«Çż¶ÈĘ^”Í |
| ă~èFèTèF șžl |
èT616 | TZCuFe | ă~ĐŸèF Æ€»òă~ °üèFĐŸ |
”ÍäĐÍ »òîŃâ} ĐÍ |
ă~èF șÏœđ |
œ»ĄąÖ±Áś | »ÒèTèFŁŹżčÁŃ ĐÔĆcŒÓč€ĐÔÉĐ żÉŁŹ¶È”Í |
| ŚÏă~čÜ | ÍËżĆÆÌ | äœzÖ±œ | șžlł€¶È | ËÆ€Í✠| ÖśÒȘÓĂÍŸ | |
| Í✠| Èœ | |||||
| ŠŐ4 | ŠŐ2 | OCr18Ni9 | ŠŐ1.6 | 250ĄÀ3 | ŠŐ5.5~5.8 | ÓĂÓÚ±Úșń8mmÒÔÉÏŁŹ ÒȘÇóșžżp¶ÈĘ^žßŁŹŒÓ č€ĐÔÒȘÇóČ»žß”ÄàÁŃșž œÓĐȚŃ} |
| ŠŐ3 | ŠŐ2 | Cr15Ni60 | ŠŐ1.5 | 250ĄÀ3 | ŠŐ4.3~4.5 | ÓĂÓÚÓĐŒÓč€ÒȘÇóŁŹÊÜ ÁŠĘ^Žó»òÓĐĂÜ·âșÁŠÒȘ Ç󣏱ÚșńÔÚ5ramÒÔÉÏ”Ä àÁŃ»òÓĐ°ŒżÓȱÏĘ”Äșž œÓĐȚŃ} |
| ŠŐ3 | ŠŐ2 | Cr20Ni80 | ŠŐ1.8 | 250ĄÀ3 | ŠŐ4.3~4.5 | ÓĂÓÚÓĐĘ^žßCĐ”ŒÓč€ ĐÔŁŹÊÜÁŠÒȘÇóČ»Žó”Äà ÁŃĐȚŃ} |
| ŠŐ2 | ŠŐ1 | OCr18Ni9 | ŠŐ0.8 | 160ĄÀ2 | ŠŐ3.0~3.2 | ÓĂÓÚ±ÚșńĐĄÓÚ4mmŁŹ ÓĐ0.2Ą«0.3MPaĂÜ·âș ÁŠÒȘÇóŁŹŒÓč€ÒȘÇóČ»žß ”ĶÏÁŃĐȚŃ} |
| ÆÂżÚîĐÍ | șžżpĐÎÊœ | șžŒțșń¶È»òÆÂżÚÉî¶È/mm | șžlÖ±Ÿ¶DN/mm | șžœÓëÁś/A |
| ÎĂæÆÂżÚ | 2 | 2 | 55~60 | |
| 2.5~3.5 | 3.2 | 80~100 | ||
| 4~5 | 3.2 | 90~120 | ||
| 4 | 130~150 | |||
| 5 | 140~180 | |||
| 5-6 | 4 | 140~160 | ||
| ëpĂæÆÂżÚ | 6~12 | 4 | 160~180 | |
| 12 | 4 | 160~200 | ||
| ÎĂæÆÂżÚ | 2 | 2 | 55~60 | |
| 3 | 3.2 | 80~100 | ||
| 4 | 3.2 | 90~110 | ||
| 4 | 130~160 | |||
| 5~6 | 4 | 150~180 | ||
| 5 | 150~200 | |||
| 7 | 4 | 150~180 | ||
| 4 | 160~200 |
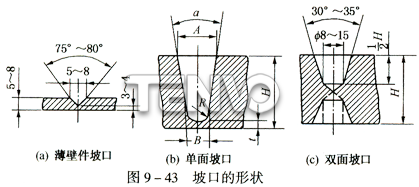
(2)ÖčÁŃżŚĄąÆÂżÚ”ÄĐÎÊœŒ°łßŽçŁŹÒD9-42șÍD9-43ŁŹ±í9-6șͱí9-7ĄŁ

| ±ÚșńłßŽç | ÖčÁŃżŚÖ±œ |
| 4~8 | ŠŐ3~4 |
| 8~15 | ŠŐ4~6 |
| 15~25 | ŠŐ6~8 |
| 25ÒÔÉÏ | ŠŐ8~10 |
| H | B | A | R | a | t |
| 15~40 | 10 | 15~20 | 16~18 | 5~8 | ÍêÈ«łę”ôÁŃŒyșń¶È |
| 40~80 | 15 | 30~50 | 28~30 | 8~12 |
(3)·ÀÖčÁŃÎƔĎëÊ©ĄŁșžœÓĐȚŃ}ʱӊ·ÀÖčČúÉúĐ”ÄÁŃÎÆŁŹÆäŽëÊ©ÊÇŁș
ąÙèTèFŃașžÊ±ÓŠŸĄÁżŃĄÓĂĐĄ”çÁśĄąÏžșžlĄą¶Ì»ĄșžĄŁșžœÓËÙ¶ÈČ»ÒËÌ«Â꣏±ÜĂâčęŽó”Ä°Ú¶ŻŁŹŒőХζÈÀ©ÉąĄŁ
ąÚ¶Ìșž”ÀĄąégžôșžĄŁžùț±»șžÄžČÄ”Äșń¶ÈŁŹ°Ž10Ą«30mm Ò»¶ÎŁŹč€ŒțÔœ±Ątșž”ÀȘÔœ¶ÌŁŹ·ÖÉąÔÚȻ͏ÌÆđșžŁŹÒÔ±ÜĂâȘÁŠŻBŒÓĄŁ
ąÛČÉÓĂŒÓÈÈĄ°ŒőÓŠ·šĄ±ĄŁËùÎœŒÓÈÈĄ°ŒőÓŠ·šĄ±ŸÍÊÇÔÚșžÇ°ÓëșžœÓčęłÌÖĐŁŹÓĂ»đŃæŒÓÈÈèTèFÁăŒț”ÄÊÊ”±ČżÎ»ŁŹžĂȿλÊÜÈȱäĐÎŁŹÊčșžœÓŽŠÔ€ÏÈČúÉúÏòÍâ”ÄÓŠÁŠĄŁŸșžșóŁŹžĂȿλÀäÈŽŁŹÔ€ŒÓÔÚșž·ìŽŠ”ÄÓŠÁŠÏûʧŁŹŽÓ¶űŒőĐĄÁËșžœÓÓŠÁŠŁŹ±ÜĂâÁŃÎÆĄŁŒÓÈÈ”ÄȿλœĐŚöŒÓÈÈĄ°ŒőÓŠÇűĄ±ŁŹÆäζÈÒ»°ăÎȘ600Ą«700ĄæĄŁĄ°ŒÓÈÈŒőÓŠÇűĄ±”ÄŃĄÔńșÜÖŰÒȘŁŹĐèÁËœâÁăŒțÈÈŐÍÀäËőčæÂÉŁŹŐÆÎŐÓŠÁŠ·ÖČŒÇéżöĄŁŒÓÈÈĄ°ŒőÓŠÇűĄ±Ò»°ăÓŠŃĄÔÚșž”ÀÊŐËőʱ¶űÊÜÁŠ”ÄÏàÁÚĄąÏàčŰĄą¶ÔłÆ”ÄȿλĄŁ
ąÜŃĄÓĂÊÊ”±”ÄșžlĄŁÈçÍ»ùșžlĄąžß·°șžlĄąŒîĐÔșžl”ÈŁŹÆäżčÁŃĐÔœÏșĂĄŁÍŹÊ±»čÓŠŚąÒâÌîÂú»ĄżÓŁŹÊŐ»ĄÊ±ÔÙŽÎÌîČ裏±ÜĂâ»đżÚÁŃÎÆĄŁ
ąĘćNôșžżpĄŁĂżŽÎÏšç»ĄáᣏÈÛłŰÄęčÌrŁŹȘÁąŒŽćNôșžżpŁŹÒÔËÉłÚșžżpÊŐżsȘÁŠŁŹ·ÀÖčźbÉúáȘÁŠÁŃŒyĄŁ
(3)·ÀÖčÆűżŚČúÉú”ÄŽëÊ©ĄŁČúÉúÆűżŚ”ÄÖśÒȘÔÒòÊÇÔÚÉŐșžčęłÌÖĐŁŹŚÔÓÉÌŹÊŻÄ«±»ÉŐËđŁŹĐγɔÄÒ»Ńő»ŻÌŒÎŽÀŽ”ĂŒ°ÎöłöŁŹ±»ÄęčÌ”œœđÊôÖĐĐÎłÉÆűżŚĄŁÍŹÊ±żŐÆűÖĐ”ÄŃőĄą”ȘĄąÇâ”ÈÆűÌćÒČ»áÉűÈëÈÛłŰŁŹÓÈÆäÊÇÍ»ùșžl»ò»ÆžÖâTșžÊ±ŁŹÍÒŚÎüžœżŐÆűÖĐ”ÄÇâ¶űĐÎłÉŐ뿌ĄŁÆÂżÚŽŠÀíČ»žÉŸ»ŁŹÓĐÓÍÎÛĄąËź·ÖŽæÔÚŁŹÒČÈĘÒŚÊčșž”ÀÖĐČúÉúÆűżŚĄŁÎȘÁË·ÀÖčÆűżŚ”ÄČúÉúŁŹÓŠŚąÒâÒÔÏÂŒž”ăŁș
ąÙșžÇ°±ŰíąÆÂżÚŒ°È±ÏĘȿλÇćÀíÖQĄŁżÉČÉÓĂAËźËąÏŽĄąÆûÓÍÇćÏŽ»òÓĂŃőÒÒÈČŃæęQÓÍ@ŁŹÔÙÓĂäœzËąŚÓËąÖQĄŁ
ąÚșžlÔÚÊčÓĂÇ°ÓŠżŸžÉŁŹÌ۱đÊÇ”ÍäĐÍÓëÊŻÄ«»ŻĐÍșžlŁŹÓĂÇ°±ŰĐëŸ150Ą«200ĄæșæżŸ2hŁŹÊčËÆ€Îü”Äł±ÆűÍêÈ«șæžÉŁŹÈ»șóÊčÓĂĄŁ
ąÛÈçčûČÉÓöàÓșžŁŹÔÚĂżșžÍêÒ»Óáᣏ±ŰíœÀä sŁŹKŐJŐæÇćÀíșžÔüŁŹÔÙșž”Ú¶țÓĄŁ
ÌìÎÖ-Æű¶ŻŐ{čéyŁŹĆcÄúÙYÁÏčČÏíŁĄ




















