1.概述
殼牌粉煤氣化(SCGP)技術是當前世界範圍內已工業化的煤氣化技術中最先進的,尤其是粉體處理技術和控制系統均有全新的設計理念,其中大量使用了邏輯順序控制,而順序控制最終是通過閥門的准確動作來實現。氣化裝置粉體單元通過粉煤儲罐、放料罐與給料罐之間的鎖鬥閥、平衡閥和泄壓閥的周期性隔離、連通、排放實現煤粉的傳送,該順序控制無需或只需極少的人工幹預。
由此可見,鎖鬥閥能否正常工作直接關系到氣化爐的給料能否順利進行,對其故障原因的分析及解決對保障氣化裝置的長周期安全運行有著重要的意義。
2.鎖鬥閥的參數和工況
公称通径:DN300,压力等级:PNl0.0,工艺介质:氮气+粉煤,操作温度:80℃,操作压力:4.7Mpa,密封等级:V级,閥門动作频次:开关各1次/20分钟。
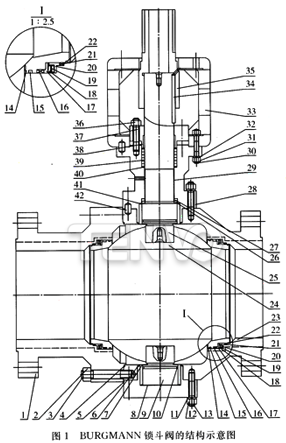
3.BURGMANN鎖鬥閥的結構和性能特點
安慶粉煤氣化裝置上使用的進口鎖鬥閥是BURGMANN公司生産的全通徑硬密封固定球閥。BURGMANN鎖鬥閥的結構見圖l。其閥體爲兩塊式,材質WCB,流道內襯雙相鋼耐磨套,閥體設吹掃口。球體側裝,上下轉軸的凸輪狀頭部插入球體,轉
轴由阀盖中的轴套定位。密封副由碟簧预紧的阀前密封型阀座和球体组成,球体和阀座的基材为双相钢2205,密封面喷焊镍基合金,硬度HRC60。阀座带刮扫刃,防止固体颗粒进入密封面。閥門配单缸双作用单拨叉气动执行器。
BURGMANN 锁斗阀为介质上游密封型固定球閥,介質壓差對球體的推力通過閥杆傳遞到閥體上,壓差使上遊閥座貼緊球體而密封,啓閉扭矩受壓差影響小。
4.BURGMANN 锁斗阀故障统计、分析和改进措施
4.1 锁斗阀故障统计
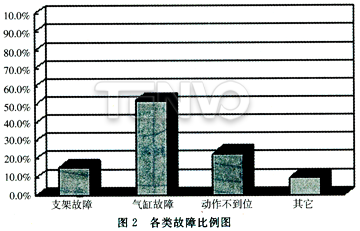
鎖鬥閥在頻繁動作過程中,特別是運行一年後多次出現故障。根據統計:2007年1月25日—2009年8月20日,4台粉煤線鎖鬥閥共出現故障54次,2007—2009年裝置在運期間日平均故障率見表1,各類故障所占比例見圖2。
根据图2,锁斗阀故障归纳为以下几类:(1)支架开裂和扭曲变形;(2)气动执行器活塞杆断、输出轴铜套和拨叉严重磨损;(3)閥門开关不到位等。
| 序號 | 故障次數 | 裝置實際運行時間(天) | 在運期間日平均故障率(%) |
| 2007年 | 13 | 179 | 7.26 |
| 2008年 | 40 | 246 | 16.26 |
| 2009年 | 1 | 122 | 0.82 |
4.2 支架故障
閥門气动执行器支架扭曲变形,四角开裂。
4.2.1 支架故障分析及造成的后果
在原支架三維模型的氣缸連接面加載扭矩5292N—m(此數據爲進口廠商提供),固定支架底面,對支架進行有限元分析,分析如下:(1)支架下角應力最大,且和材料屈服應力相近,導致下角易開裂;(2)四角位移最大,爲0.12mm;(3)原支架易變形損壞,導致氣缸輸出軸與閥杆不對中,引起氣動頭零件磨損。
4.2.2 支架改造
支架加固改進:(1)保證支架安全系數大于4;(2)支架四角位移下降一個數量級。支架改造後無變形扭曲和四角開裂現象。
4.3 气动头故障
撥叉式氣動頭輸出軸銅套磨損、活塞杆斷裂、撥叉開裂。
4.3.1 气动头故障分析及造成的后果
(1)撥又氣動頭理論計算基礎
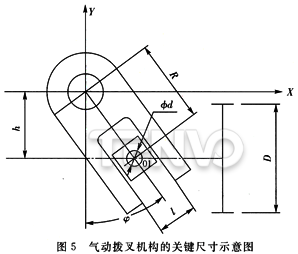
單撥叉機構,其輸出轉矩的計算見下式,尺寸幾何含義如圖5。
式中:Q——撥叉機構最小的輸出扭矩,N·mm;
Q——壓縮空氣對活塞的作用力(N);
Q=π/4*D2P
D——氣缸內徑(mm);
h——氣動裝置輸出軸中心O到活塞杆的垂直距離(mm);
φ——輸出軸旋轉角(φ以OY軸開始讀數,逆時針爲正,±45°);
R——輸出軸中心O到滑塊中心O1的距離(mm),R=h/cosφ;
l——撥叉槽寬(mm);
d——銷軸直徑(mm);
μ——氣動裝置摩擦系數,取0.15。
(2)氣動頭的選型原則和進口氣動頭的原始數據
撥叉氣動頭的選型一般要求其最小輸出轉矩Mmin不小于M球max的1.5倍。機構的效率按η=0.8,即按下式選擇鎖鬥閥氣動頭Mminη=1.5M球max。
进口气动装置测绘数据:销轴直径d=36,拨叉槽宽l=40,滑块导向杆直径50,h=100,活塞直径D=430,厂商提供的球閥开阀扭矩M球max=5292Nm。
(3)進口氣動頭的校核
将进口锁斗阀的閥門启闭扭矩5292Nm,及其气动装置的参数l=40、d=36、h=100、D=430、μ=0.15、η=0.8代入计算公式Mminη=1.5M球max從而確定氣缸介質壓力P=0.68MPa。
(4)氣動頭的故障分析
依据拨又气动头理论计算、选型原则、拨又气动头的原始数据进行校核得出:锁斗阀要正常启闭,进口閥門的气动装置的气压应该为7kg/cm2 ,考慮到閥杆進煤粉和球與閥座之間的磨損加劇,該氣源壓力可能需要進一步加大。可見進口氣動頭選型偏小,導致氣動頭長期在高氣壓狀態下頻繁啓閉,再加上支架變形損壞引起的氣缸輸出軸與閥杆不對中,進一步造成氣動執行器零件的磨損和損壞。
4.3.2氣動頭的改進措施
(1)改造氣動頭,使其在4kg/cm2~5kg/cm2的气压下输出与閥門匹配的扭矩。
(2)對易損部件采用耐磨材料,如氣缸輸出軸套材質改爲球墨鑄鐵。
4.4 閥門开关不到位或卡死
閥杆卡澀,造成球體轉動不到位或無法轉動。
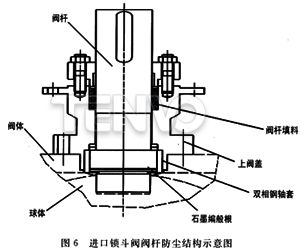
4.4.1 阀杆卡涩原因分析及造成的后果
阀杆卡涩原因分析见图6:(1)阀杆仅有一道防尘环,该环一旦磨损,煤粉进入“阀杆与轴套”以及“阀杆与止推垫”之间的间隙,煤粉逐渐压结,造成阀杆卡涩,閥門动作困难;(2)轴套和阀杆咬合:轴套和阀杆材质都是双相钢,出现咬合现象,导致閥門动作困难。
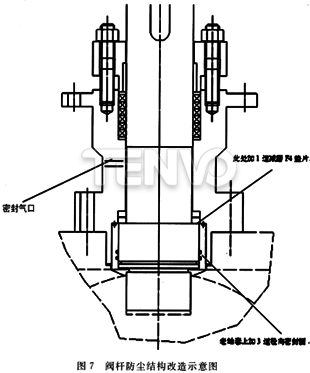
4.4.2 阀杆卡涩的改进措施
改進措施見圖7:(1)閥蓋加密封氣口,通入稍高于介質壓力的高壓氮氣(密封口第一道閥後必須加單向閥,以防介質汙染氮氣系統),防止粉體進入閥杆和軸套間隙;(2)軸套多加幾道耐磨密封環,防止粉體進入;(3)軸套改爲和閥杆相異的材料一耐磨合金,防止軸套和閥杆咬合。
5.結語
通過加強支架、增大氣缸輸出扭矩、閥蓋加密封氣防塵等改造措施,大大地降低了進口鎖鬥閥的運行故障,位號爲12XV0232的進口鎖鬥閥,自2009年4月運行以來只出現1次故障。
特别是在分析以上原因和总结改造经验的基础上进行的锁斗阀的国产化改造,取得了很好的效果,最早一台国产化閥門已运行8个多月无故障,不仅探索了锁斗阀国产化的路子、大大降低了故障率和检维修费用,也为气化装置的安全稳定运行奠定了基础。
天沃-硬密封蝶閥,與您資料共享!




















