1.概述
球閥屬雙密封面閥門。因具有流体阻力小结构紧凑,重量轻、密封可靠操作和维修方便的特点,及在全开、全闭过程中,球体和阀座的密封面始终与介质隔离,使高速通过閥門的介质不会冲蚀密封面的诸多优点,所以使用范围广。市场份额大,已经成为主要的閥門门类。
1.1 现有球閥的关闭件
球閥的关闭件是一个球体。球体中心打一个孔绕球体中心线作旋转运动,完成了閥門的启闭功能。
1.2 吻合度是决定密封性能的关键因素
球形关闭件在作旋转运动中,在与球形阀座组成的密封付之间“吻合度”的好坏。将对球閥的密封性能起着决定性的作用。即“吻合度”高,球閥的密封性就好。否则性能就差,就不能实现有效密封。为了保证球閥的密封性能,必须先保证密封付的“吻合度”。
1.3 由于球体是立体曲面给加工带来极大的困难精度不好保证
怎么保证“吻合度”?回答这个问题必须先弄清楚球体密封付的构成因素,主要有二:一是球形体和球形面阀座的尺寸精度;二是二者之间形状精度与配合和统一。球形体属立体型面。各閥門专业生产厂,为保证“吻合度”。都为球体加工制定了车一磨一研一抛的工艺路线,以其保证加工质量。这关键工序是磨球。砂轮有良好自励性,才能保证其良好的磨削性,加工过程少发热,少变形实现高精度磨球。可是砂轮的自励性是靠其自身的脱粒性保证的,就是说砂轮磨削过程中不断脱粒,尺寸在不断地变化,那么就需要自动补偿。结论:要实现对球形体的高精度加工,就必须有一种随时进行精度自动补偿的高精度磨球机,否则很难保证,可具有这种设备的厂家很少,生产球閥的厂家多,这种设备少,因此就制约了球閥的发展。限制了产量的提升。这是一个矛盾,必须解决。
2.球閥的密封原理其实是管在旋转,球体只是载体
通过对球閥的研究我们发现球閥的密封原理是一个球形关闭件中间加工一个与閥門通径尺寸一样的通孔。当球形体旋转,通孔与法兰通道口对接时,被输导的介质通过球体孔流入管道,球閥完成开启功能。反之当球体旋转1/4周时球孔与法兰通孔垂直介质不流动,球閥完成了关闭功能,如图1所示。
经过分析发现球形体关闭件的密封原理原来是中间的通孔起作用,中孔顺时为通、旋转90。孔横时为闭。原来球閥的密封原理不是球在旋转,而是球中的管子在旋转即:一根管子绕球閥的中心线做旋转,管顺则阀开,管横则阀闭。其实球形体只是一个载体,是通过球来载管旋转,我们把目前球体关闭件称为“球体载管关闭件”。如图一所示,在管的上下A、B两处存在多余的金属即与密封性能无关的金属。
3.“球形載管關閉件”把人們帶入加工誤區,浪費金屬、浪費時間、應該修改
因爲球形載體的結構形式把與密封性能無關的金屬(A、B處金屬)使其享受到了高精度的密封加工禮遇,人們爲此浪費了寶貴的工時和材料。從而進入了今天的難加工誤區。這就是“改型設計”的根本原因。如果去除圖一中A、B兩處多余的金屬,那麽球體就變成圖盤台,如圖2所示。

我們把這種關閉件稱爲“圓盤載管關閉件”。
從“球體載管關閉件”變爲“圓盤載管關閉件”就完成了關閉件的改型設計。
4.修改后的“圆盘载管关闭件”会给球閥带来什么变化
把球體變爲圓盤完成了由立體型面變成普通型面的轉變;
使關閉件由很難加工變爲容易加工完成了加工的工藝過程的簡化轉變;
把球體載管變爲圓盤載管省掉多余的貴重金屬,減少了加工時間,節能,節約材料。實現了節約成本的轉變。
5.“圓盤載管關閉件”解決了哪些問題
金属密封面球閥的球体加工由难变易,密封性能实现了预先的确认。
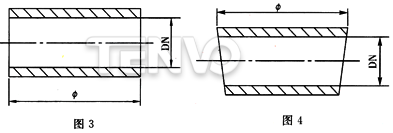
“圆盘载管密封件”的密封面可以设计成易加工的圆柱面(用外圆磨床)用简单的工艺方法就可得到高精度的密封表面。如图3所示。“圆盘载管密封件”外表面也可以设计成柱锥面,与阀座组成了消除间隙密封付,又极大改善了閥門性能。见图4。
6.結論
用球形体载管做密封件组成了球式样子的球閥,球体上存在多余的金属加大了球閥的外部尺寸,因为载管体是球形,就错构了难以控制精度的加工误区,閥門生产者过去白白为此付出将近一个世纪多的无用劳动,造成了极大的浪费。
用圆盘载管做关闭件,将会帮助閥門制造者走出了这个误区。
蝶閥生产厂家-天沃,與您資料共享!




















